- sales@orchidmhs.com
- +91 9322487698
- +91 7028807698
- ISO 9001:2015


Send us a message to get a call back.
Types of Roller Conveyors, Their Applications & Key Benefits
23 Apr 2026
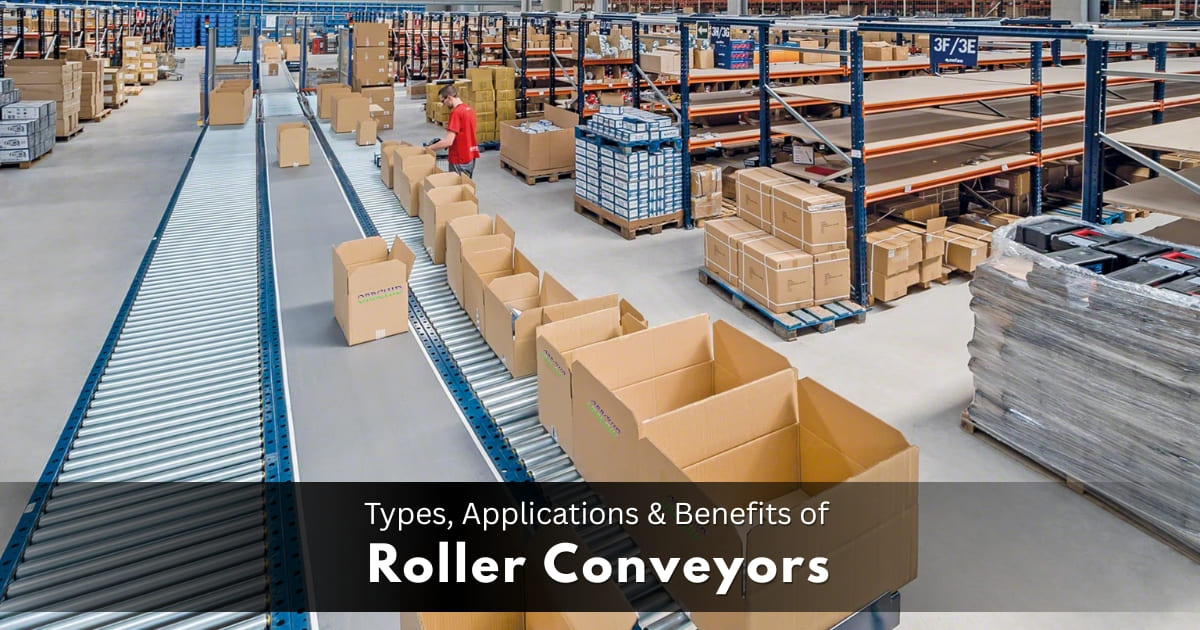
In modern material handling systems, efficiency is often defined by how smoothly materials move across different stages of production and distribution. Among the most widely used solutions for unit handling, roller conveyors offer a practical and cost-effective way to streamline operations.
From warehousing to manufacturing units, businesses increasingly rely on solutions from Orchid Material Handling Solutions to ensure reliable and optimized material flow, especially where speed, flexibility, and minimal manual effort are required.
What is a Roller Conveyor?
A roller conveyor is a material handling system that uses a series of rollers mounted on a frame to transport goods, typically cartons, pallets, or unit loads, either manually, by gravity, or through powered mechanisms.
These conveyors are widely used for smooth, controlled, and efficient movement of packaged or solid items across short to medium distances.
Types of Roller Conveyors
Different types of roller conveyors are used based on operational needs, load type, and level of automation.
Gravity Roller Conveyor
A gravity roller conveyor relies on gravity to move materials, making it one of the simplest and most cost-effective solutions.
Key Features:
- No external power required
- Easy installation and low maintenance
- Suitable for light to medium loads
Typical Applications:
- Warehouses and distribution centers
- Packaging lines
- Assembly areas
Powered Roller Conveyor
A powered roller conveyor uses motors to drive rollers, allowing controlled and automated material movement.
Key Features:
- Suitable for heavy and continuous loads
- Adjustable speed control
- Ideal for automated systems
Typical Applications:
- Manufacturing units
- High-volume packaging lines
- Automated sorting systems
Chain-Driven Roller Conveyor
A chain-driven roller conveyor uses chains to drive rollers, making it ideal for handling heavy-duty loads and pallets.
Key Features:
- Strong and durable design
- Handles heavy and bulky materials
- Reliable for industrial environments
Typical Applications:
- Automotive industry
- Heavy manufacturing
- Pallet handling systems
Belt-Driven Roller Conveyor
A belt-driven roller conveyor uses a belt beneath the rollers to control their movement, ensuring smooth and quiet operation.
Key Features:
- Low noise operation
- Suitable for medium loads
- Controlled movement for delicate items
Typical Applications:
- Packaging industries
- Food processing units
- E-commerce fulfillment centers
Flexible Roller Conveyor
A flexible roller conveyor is a portable system that can be expanded, curved, or adjusted as needed, offering high flexibility.
Key Features:
- Easy to move and adjust
- Space-saving design
- Ideal for temporary setups
Typical Applications:
- Loading and unloading areas
- Courier and logistics operations
- Dynamic warehouse environments
Quick Comparison of Roller Conveyor Types
| Conveyor Type | Best Use Case | Key Advantage |
| Gravity Roller Conveyor | Light loads, manual movement | Cost-effective |
| Powered Roller Conveyor | Automated systems | High efficiency |
| Chain-Driven Roller Conveyor | Heavy loads, pallets | Strong and durable |
| Belt-Driven Roller Conveyor | Controlled movement | Smooth operation |
| Flexible Roller Conveyor | Dynamic setups | High flexibility |
Key Applications of Roller Conveyors
Roller conveyors are widely used across industries where unit load handling and smooth movement are essential.
Warehousing & Distribution
Used for moving cartons and packages efficiently across sorting and dispatch areas.
Manufacturing Units
Help in transporting products between different stages of production with minimal manual effort.
E-commerce & Logistics
Enable fast and efficient movement of parcels, supporting high-volume operations.
Packaging Industry
Used for assembling, labeling, and packaging products in a streamlined manner.
Benefits of Roller Conveyors
Roller conveyors offer several practical advantages that make them a preferred choice in many industries.
Improved Operational Efficiency
They ensure smooth and continuous material flow, reducing manual handling and increasing productivity.
Cost-Effective Solution
Especially in gravity-based systems, roller conveyors provide low installation and operational costs.
Flexibility in Design
Available in multiple configurations, they can be adapted to different layouts and operational needs.
Low Maintenance
With fewer moving parts compared to other systems, they require minimal maintenance and downtime.
Easy Integration
Roller conveyors can be integrated with other systems, creating a streamlined and automated workflow.
How to Choose the Right Roller Conveyor
Selecting the right type depends on your operational requirements:
- For simple and cost-effective movement → Gravity Roller Conveyor
- For automated and high-speed operations → Powered Roller Conveyor
- For heavy-duty pallet handling → Chain-Driven Roller Conveyor
- For smooth and controlled movement → Belt-Driven Roller Conveyor
- For flexible and temporary setups → Flexible Roller Conveyor
In many facilities, combining different roller conveyor types helps achieve better efficiency and optimized material flow.
Final Thoughts
Roller conveyors play a crucial role in modern material handling systems, especially in industries dealing with unit loads, packaging, and logistics operations. Their simplicity, flexibility, and efficiency make them a reliable solution for improving workflow and reducing manual effort.
Orchid Material handling specialised in modern material handling systems, efficiency is often defined by how smoothly materials move across different stages of production and distribution. Among the most widely used solutions for unit handling, roller conveyors offer a practical and cost-effective way to streamline operations.
You can connect with us for your queries. Mail id – sales@orchidmhs.com | Website – https://www.orchidmaterialhandling.com/contact-us/ | contact no. +91 9322487698 | Social– facebook, linkedin
FAQs
They are used to transport cartons, packages, and unit loads efficiently within warehouses and industrial facilities.
It depends on the application—gravity conveyors for simple setups and powered conveyors for automated systems.
Yes, chain-driven roller conveyors are specifically designed for handling heavy pallets and bulk loads.
Industries such as logistics, manufacturing, e-commerce, and packaging widely use roller conveyors.